


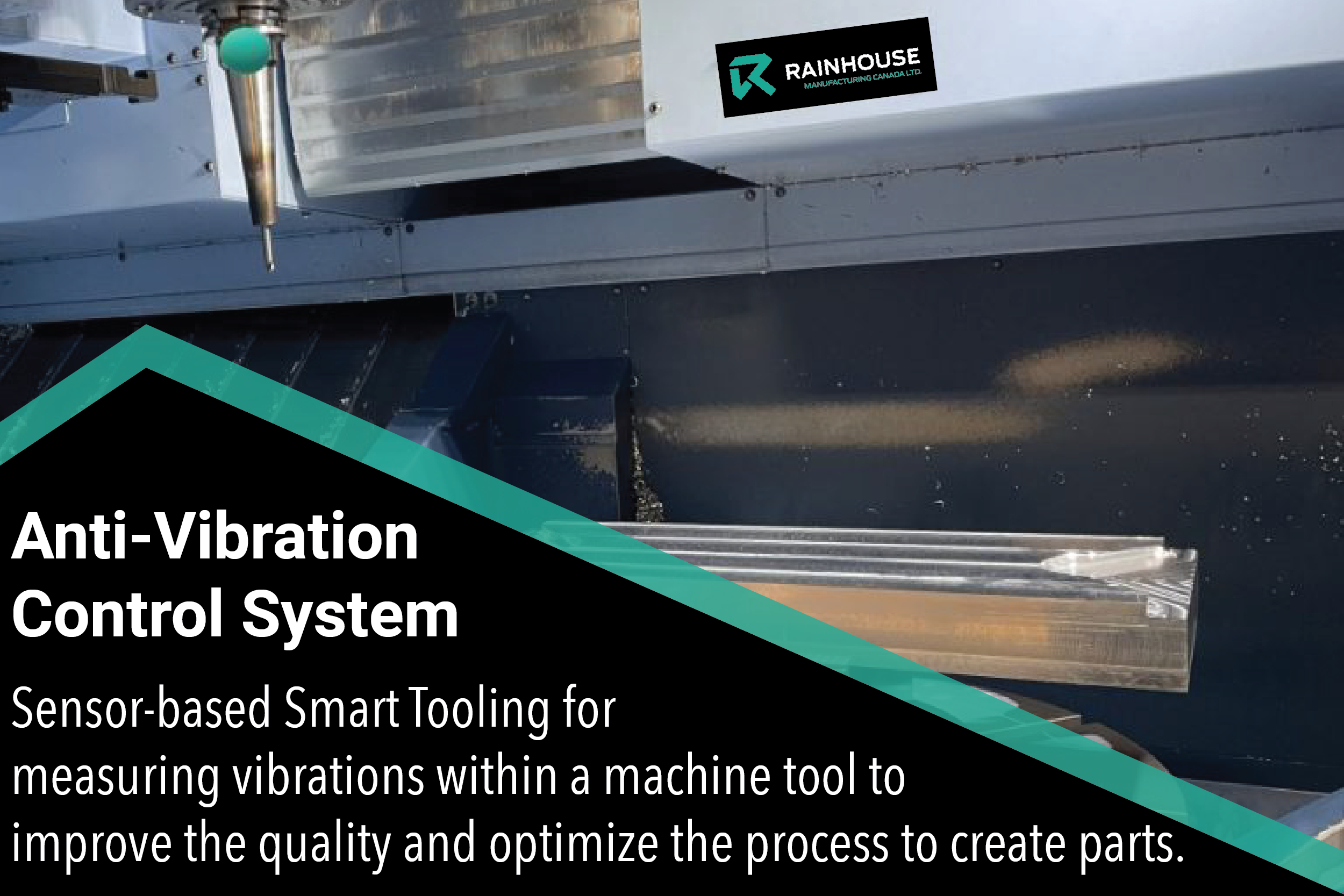
Anti-Vibration Control System
Rainhouse Manufacturing Canada Ltd. is currently developing an Anti-Vibration Control System (AVCS). The AVCS will address undesirable machining conditions by integrating a sensor into machine tools. It is our intention to first develop this system for Computer Numerical Controlled (CNC) machines. Ideally, we will measure, record, and analyze the vibration data, computing and applying corrective actions without intervention from an operator.
This project aims to develop a sensor that will measure vibrations within a machine tool. This smart tool will improve the quality and optimize the process to create parts. To accomplish this goal, we must develop the sensor, a processing algorithm, and hardware to fully complete the closed-loop solution. Also, we have to find a way to integrate the sensor, processing algorithm, and hardware with the machine tool. Once we create the prototype, we will benchmark the Anti-Vibration Control System (AVCS). Validating it on the machine tool in an industrial manufacturing environment.
THUS FAR
So far, we have achieved the process’s initial steps, including most research, assessment, and decision-making on how the sensor will come to life.
We have established the project requirements and key performance indicators to create a generalized solution path. We have also researched the sensor technology available, isolating the correct approach and the specific technology our sensor should include. In addition, we have created a mathematical model of machine stability defining the variables and the relationship between variables. We have also drafted an algorithm to detect and eliminate variations in the tool function, including assessing variations in the speed and depth of the cut. We joined efforts with Assistant Professor Keivan Ahmadi from the University of Victoria’s (Uvic’s) Dynamics and Digital Manufacturing Research Laboratory to develop the firmware and probe and measure the first-order technology we have created.
UPCOMING EFFORTS
In the months to come, we will be working on analyzing the stability of the Matsuura MX-520 machine. This analysis will be completed with laboratory-grade instrumentation and validating models. We will also develop and characterize the second-order solution of the technology we’ve created for the sensor. Then, go through the firmware optimization and benchmarking process by evaluating the technology’s performance based on the project requirements.
Additionally, we will have to set thresholds for our algorithms to detect and eliminate undesirable machine conditions. To establish these thresholds, we need to assess and define the machine control, the holding and cutting tools, tool paths, the workpiece, work holding, and the machine. Once this is complete, we can finalize the algorithm to validate it on the Matsuura MX-520 machine tool exposed to vibration.
THE FUTURE
We are thrilled to see this project come to life, knowing it will make fantastic improvements in the industry. We are ready to take on any challenges and finally integrate mechanical, electrical, and software solutions to optimize the machining process.